Осадка шатунов. Один из способов увеличения рабочего объема - замена
коленчатого вала на вал от двигателя с большим ходом поршня. Скажем, вал от
длинноходного мотора "Жигулей" (ВАЗ-2103, -2106) можно установить в
"короткий" блок цилиндров (ВАЗ-2101, -21011, -2105), но тогда поршни
поднимаются выше привалочной плоскости. Для решения проблемы можно изготовить
специальные шатуны. Чаще поступают проще - укорачивают стандартные шатуны
осадкой в нагретом состоянии. Простейшее приспособление для этой операции представлено на
рисунке - по сути, это винтовой пресс, который можно изготовить в слесарной
мастерской. 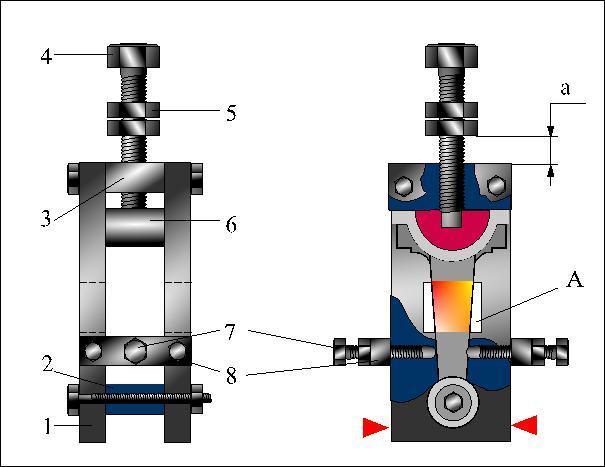 Приспособление для осаживания шатунов: 1-направляющие
плитки; 2-упор верхней головки; 3-опора рабочего винта; 4-рабочий винт (не
менее М16); 5-контргайки; 6-нажимная букса; 7-болты; 8-опоры; а-размер осадки;
А-окна для прогрева шатуна Работают с ним следующим образом. В верхнюю головку шатуна
вставляют втулку 2 и устанавливают его между направляющими плитками 1.
Закрепляют втулку болтом. Слегка затягивают рабочий винт 4. Далее монтируются
опоры 8 и подтягивают равным моментом болты 7, удерживающие шатун от бокового
смещения. Контргайками 5 выставляют размер а, на который требуется укоротить
шатун. Этот размер вычисляется так: а = (разница ходов поршня до и после переделки/2) - 0,2мм. Для двигателей "Жигулей" величина а составляет
6,8мм. Поправка в две "десятки" возникает из-за того, что после
остывания шатун станет короче примерно на эту величину. Пресс с шатуном устанавливают в надежно закрепленные тиски.
Газосварочной горелкой равномерно, со всех сторон через окна А (на участке
длиной около 30мм) разогревают шатун "докрасна", следя за тем, чтобы
не подплавить его. Не прекращая нагревать, медленно затягивают винт 4 до упора
контргаек в перемычку 3. После остывания шатуна разбирают пресс и контролируют
длину полученного шатуна. Затем затягивают крышку нижней головки и проверяют
пассиметром точность окружности постели под вкладыш - при неаккуратной работе
она может нарушиться. После укорачивания шатунов противовесы коленчатого вала
обычно начинают задевать за поршень. Решить эту проблему можно двумя способами.
Первый: снимают металл с юбки поршня и бобышек, оставляя толщину в месте
обработки последних не менее 4,5мм. Второй: подрезают противовесы коленчатого
вала, например на токарном станке, зацентровав вал по коренным шейкам. После этой
операции вал необходимо балансировать. Осадка шатунов, кроме форсирования двигателей, может быть
применена при ремонте разнообразных зарубежных моторов, если требуется
установка нестандартных поршней или коленчатого вала. Например, таким образом в
двигатели БМВ-518 и "Вольво-240" удалось установить поршни от ГАЗ-24. Как видно, укоротить шатун не так уж сложно. Однако, прежде
чем делать соотвествующее приспособление, стоит задуматься о том, что при такой
работе можно испортить. Во- первых, сам металл шатуна. Сколь ни низка
температура нагрева, структура металла обязательно изменяется, а боковые ребра
жесткости принимают, по сути, произвольную форму. Таким образом, прочность
шатуна значительно снижается. Следующее замечание: оси головок должны остаться
параллельными. Проверить это в условиях гаража довольно сложно. Иногда для
этого вставляют в головки длинные цилиндрические стержни, по котроым судят о
взаимоположении головок. "Скалки" позволяют и несколько подправить
шатун, который легко деформируется даже без нагрева. Упомянутые работы по съему
металла с поршней потребуют подгонки последних по массе. Балансировка же
коленчатого вала без приспособлений вообще невозможна. Рассмотренная здесь переделка мотора нередко производится в
небольших мастерских и дает удовлетворительную надежность и долговечность
отремонтированных моторов. | 






